در این بخش قصد داریم تا مراحل ساخت یک دستگاه فرز CNC با طرحی جدید را به همراه نقشه های و همچنین دستور کار کامل آن را که شامل 3 محور می باشد شرح دهیم.

اگر کارگاه مجهزی داشته باشید و تمام وسایل مورد نیاز را به همراه داشته باشید در کمتر یک هفته می توانید این فرز را آماده کنید.
محدوده کار و اندازه حرکت هر محور به شرح زیر می باشد:
X=450mm
Y=250mm
Z=110mm
محل قرار گیری هم محور هم در شکل زیر مشخص شده است:

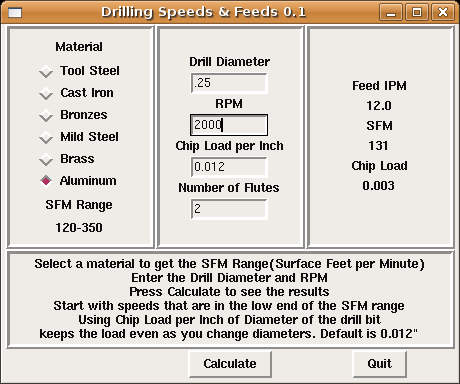
حداکثر سرعت دو محور افقی 2400mm/min است و محور عمودی هم بیشینه سرعتی برابر 1800mm/min دارد.
هر یک دوری که هر محور می زند مسافتی برابر 4 میلی متر طی می شود.
تعداد قطعات به کار رفته به غیر از پیچ و مهره ها حدود 42 تا می شود.
تمام تجهیزاتی که کارگاه شما باید داشته باشد در عکس زیر معلوم است. دریل، پیچ . مهره، آچار، ارّه،پیچ گوشتی ،کولیس و ... .


برای تهیه اجزاء فلزی و پروفیل های آلومینومی بهتر است به کاتالوگ شرکت های معتبر داخلی مراجعه کنید.


اندازه و سایز قطعات مورد نیاز به شرح زیر است:
- X base parts 2 pieces of 400x120x30mm
- Y frame parts 2 pieces of 400x120x30mm
1 piece of 380x60x30mm
- Y carriage 1 piece of 120x120x30mm
- Z carriage 1 piece of 120x120x30mm
- Z frame parts 2pieces of 120x60x30mm
- machining the aluminum profiles
قطعات مکانیکی: محور، یاتاقات، پیچگردان
اندازه شفت فولادی:
- Ø20mm precision steel shafts for X axis (cut from 1 piece of 60 inch=1524mm shaft)
· 2 pieces of 600mm long
- Ø16mm precision steel shafts for Y axis (cut from 2 pieces of 30 inch=762mm shaft)
· 2 pieces of 390mm long
- Ø16mm precision steel shafts for Z axis (cut from 2 pieces of 372mm shaft left from the Y axis shafts)
· 2 pieces of 300mm long
- machining the precision steel shafts
· 6 pieces
یاتاقان:- Ø20mm (Ø32 outer diameter) ball bearings/bushings
· 4 pieces
- Ø16mm (Ø26 outer diameter) ball bearings/bushings
· 8 pieces
پیچ گردان افقی:
Ø16mm trapezoidal lead screw with 4mm pitch for X axis
· 1 piece of 657mm long
- Ø16mm trapezoidal lead screw with 4mm pitch for X axis
· 1 piece of 447mm long
- Ø16mm trapezoidal lead screw with 4mm pitch for X axis
· 1 piece of 357mm long
- end machining for the trapezoidal lead screws in a local workshop
· 3 pieces
مهره ذوزنفه ای:
- Ø16mm with 4mm pitch nut
· 1 piece with Ø32mm outer diameter and 32mm long
- Ø16mm with 4mm pitch nut
· 2 pieces with Ø24mm outer diameter and 24mm long
ادامه دارد....
ترجمه شده از سایت http://www.instructables.com






























{kind=link}